Hydraulics Systems and components;
Pneumatic Systems Control;
Sequence operation of more than two cylinders and motors;
Applications of relays/switches;
Measuring systems, Transducers;
Feed back control systems;
Programmable controllers;
Automatic orientation and assembly;
Design of components for assembly.
Cost considerations and case studies.
Laboratory work will be hands-on design and operation of automatic systems.
- Pneumatic Controls
- Electropneumatic Controls.
- Programmable Logic Controller (PLC)
Fluid Power with Applications.
- Anthony Esposito, Prentice Hall.
Fluid Power Theory and Applications.
- James A. Sullivan, Prentice Hall.
Slides :
www.iitd.ac.in/~suniljha
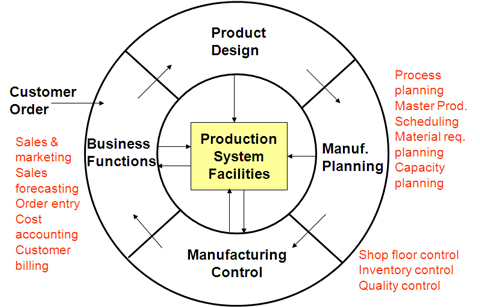
Manufacturing started by hand -> Factories.
Production System : rely on many separate but interacting functions.
Production systems automated & computerized.
Approaches & Technologies :
- Automation.
- Material Handling Technologies.
- Manufacturing Systems.
- Flexible Manufacturing.
- Computer integrated manufacturing(CAD, CAM).
- People.
- Equipment.
- Procedures to perform manufacturing.
Production divided into two levels :
(a) Facilities :
- Factory, Equipment, Layout.
(b) Manufacturing support systems :
- Set of procedures used by the company to manage production.
Worker-Machine Systems.
Automated Systems :
(a) System in which a process is performed by a machine without the direct participation of a human worker.
(b) Two Levels :
1.Semi Automated : perform a portion of work cycle
2.Fully Automated : operate for extended period without human attention.
- Design the processes and Equipments.
- Plan and control production orders.
- Satisfy product quality requirement.
Support systems do not directly contact the product, but they plan and control its progress through the factory.
Manufacturing support involves a cycle of information processing activities.
1. Automation in Manufacturing Systems.
2. Computerization of the Manufacturing Support Systems.
In modern production system, two levels overlap.
Computer Integrated Manufacturing (CIM) indicates use of computers at 2 levels.
Automated operations : Processing, Assembly, Inspection, Material Handling.
Automated: Reduced level of Human intervention.
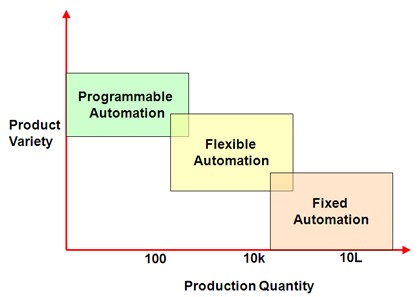
3 Basic Types :
1. Fixed Automation.
2. Programmable Automation.
3. Flexible Automation.
HUMANS :
1.Sense unexpected Stimuli.
2.Develop new solutions to problems.
3.Adapt to changes.
4.Cope with abstract problems.
5.Generalize from observations.
6.Learn from experience.
7.Make difficult decisions based on incomplete data.
MACHINES :
1.Perform repetitive tasks.
2.Store large amount of data.
3.Retrieve data from memory.
4.Perform multitasks simultaneously.
5.Apply high forces & power.
6.Perform simple computations quickly.
7.Make routine decisions quickly.
Sequence of simple operations.
Integration and coordination of many operation in one equipment.
Typical features :
1. High initial cost.
2. Custom engineered equipment.
3. High production rates.
4. Inflexibility.
Operation sequence controlled by PROGRAM.
Typical features :
1. High investment in general purpose equipment.
2. Low production rate.
3. Flexibility to deal with product change.
4. High suitability for batch production.
Typical cycle for a product :
1. Set up and reprogramming.
2. Batch production of parts.
Examples :
1. NC Machine Tools.
2. Industrial Robots.
3. PLCs.
Produce variety of parts with virtually no time lost for changeovers from one part style to next.
No production time lost in set up and reconfiguration.
System can produce various mixes of parts.
Example : FMS.
Typical Features :
- High Investment for custom engineered equipments.
- Continuous production of mix of products.
- Medium production rates.
- Flexible to deal with product design variations.
Three approaches for dealing with automation projects :
1.The USA Principle.
2.Ten strategies for Automation.
3.Automation Migration Strategy.
USA Stands for :
- U : understand the existing process.
- S : simplify the process.
- A : automate the process.
Find answers :
1. What are inputs?
2. What are outputs?
3. What exactly happens between input & output?
4. What is function of process?
5. How does it add value to the product?
6. What are sequence of operations?
(a) Simplify the existing process.
(b) Generate answers to queries :
1. What is the purpose of each step and transport?
2. Is this step necessary?
3. Can this step be eliminated?
4. Does this step uses the most appropriate technology?
5. How can the step be simplified?
6. Can steps be combined?
7. Automate the steps in process.
Combined operations : Reducing number of distinct production machines.
Simultaneous Operations : Reducing total processing time.
Integration of operations : Linking several workstation into a single integrated mechanism.
Increased flexibility : To achieve max utilization of equipment.
Improved material handling and storage : Reducing non-productive time.
On-line inspection : Corrections to the process during manufacturing.
Process control and optimization.
Plant operations and control.
CIM.
Phase 2 : Automated Production using single-station automated cells operating independently.
Phase 3 : Automated integrated production using a multistation automated system with automated material handling.